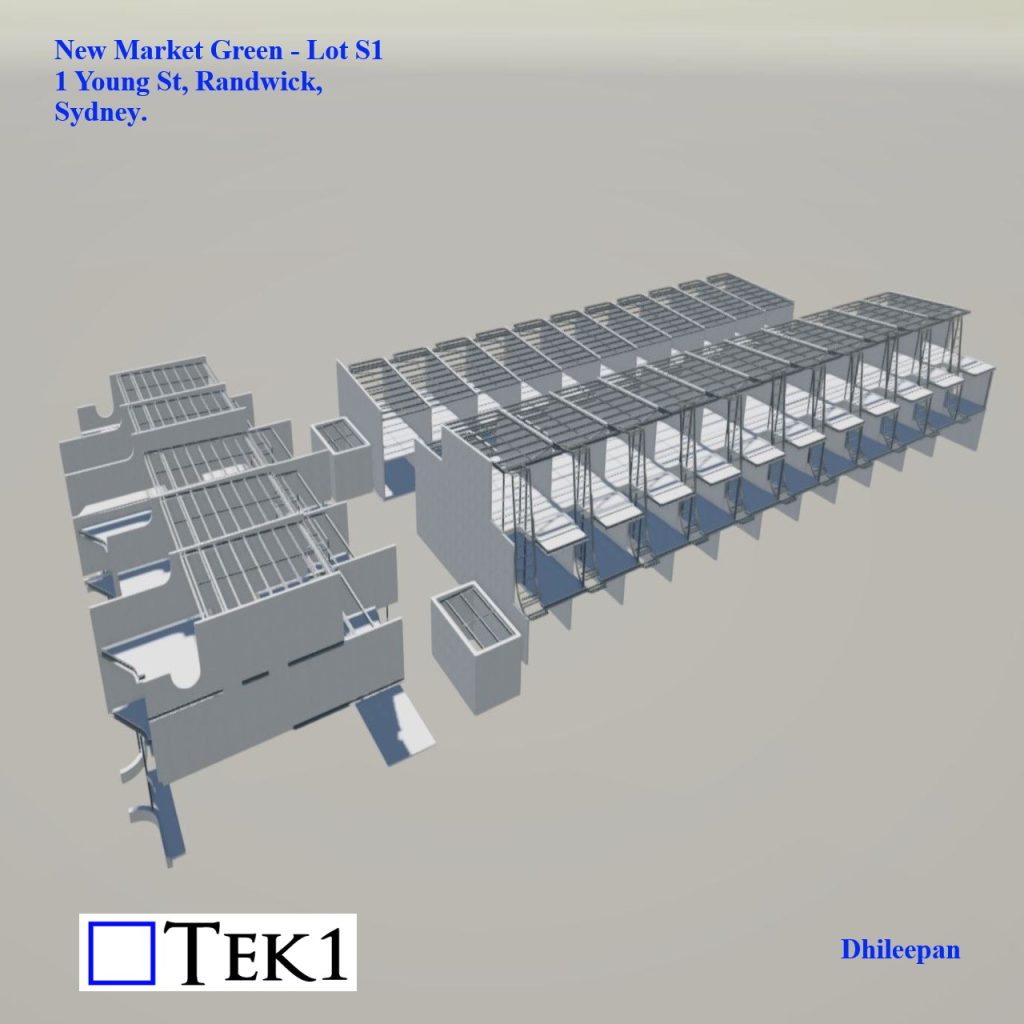
In our previous blogs, we discussed common mistakes that can occur while detailing a stair landing with slopes. You can find the link to the previous blog here: https://www.tek1.com.au/australian-standards/designing-a-multi-level-staircase-common-mistakes-and-key-considerations/
Now, the designers have replaced precast slabs with pavers. Since pavers cannot have varying thicknesses, we were instructed to do something with the steel structure to achieve the required falls.
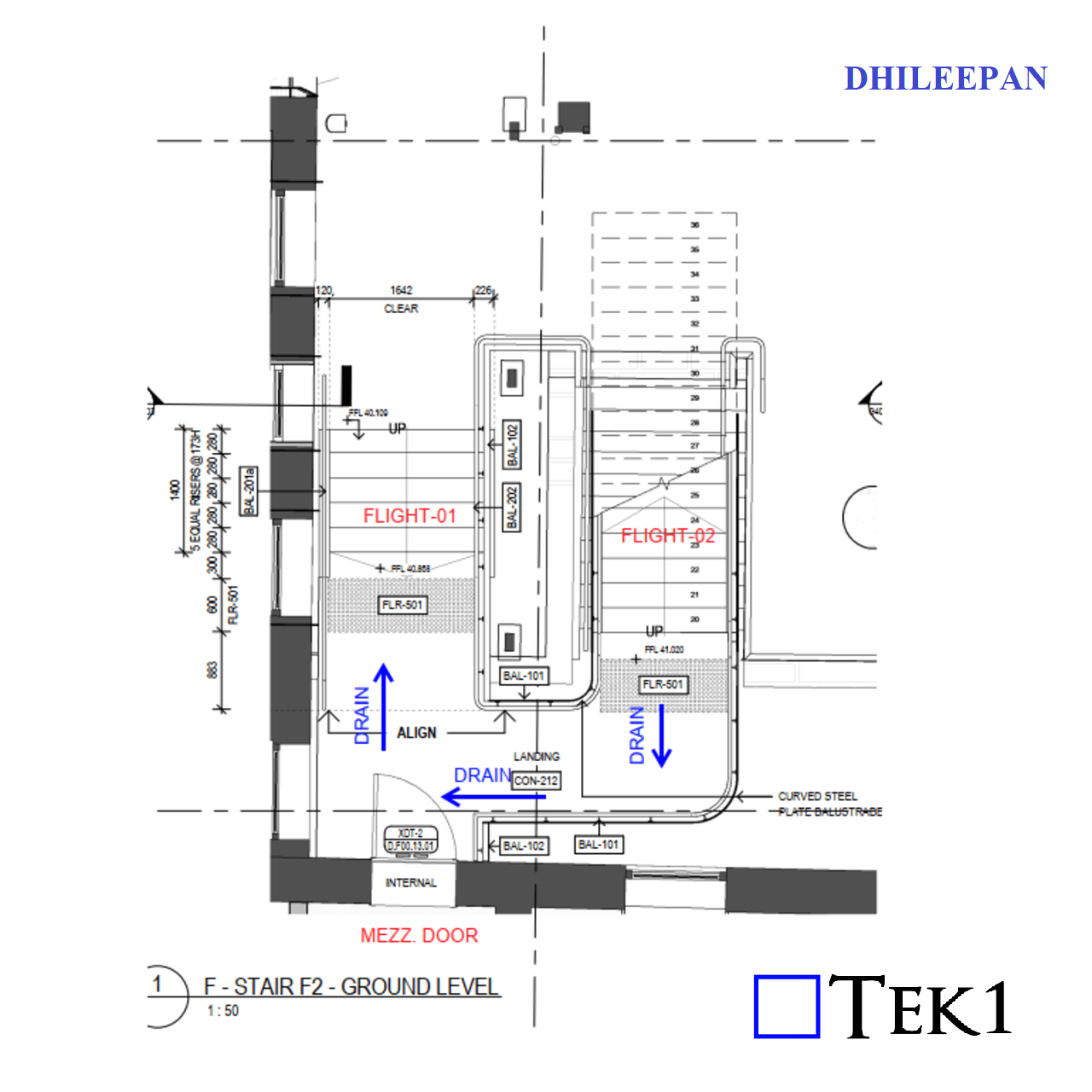
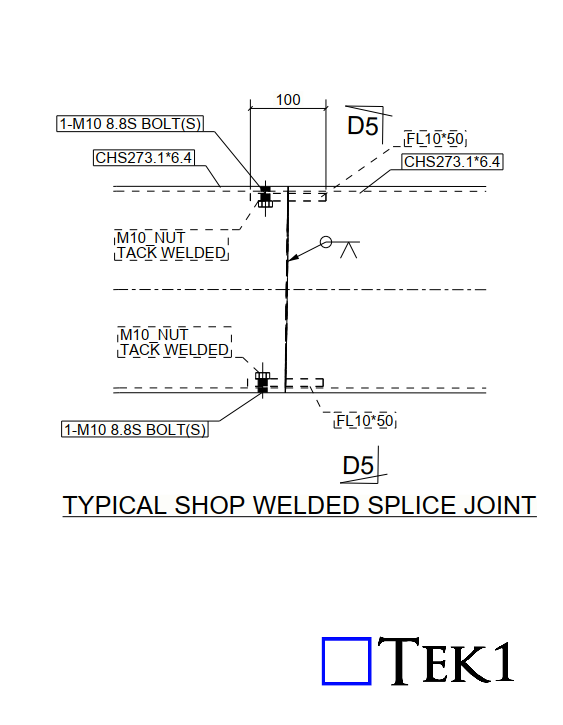
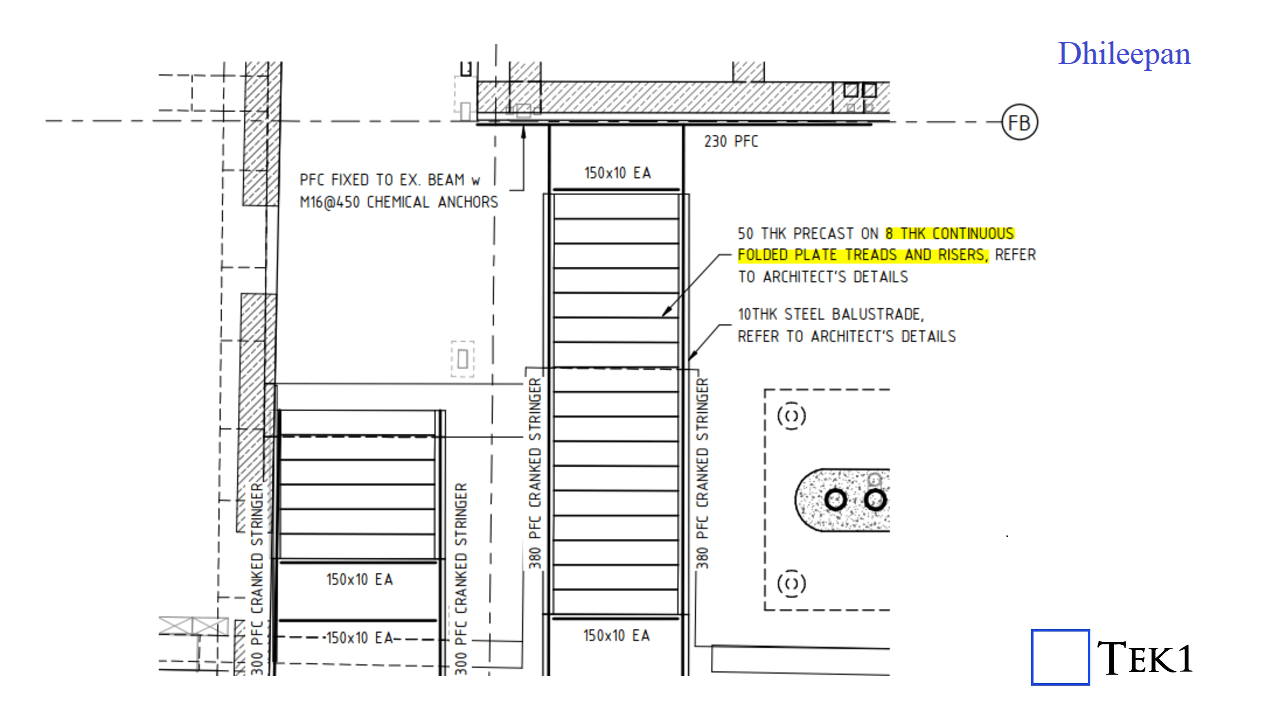
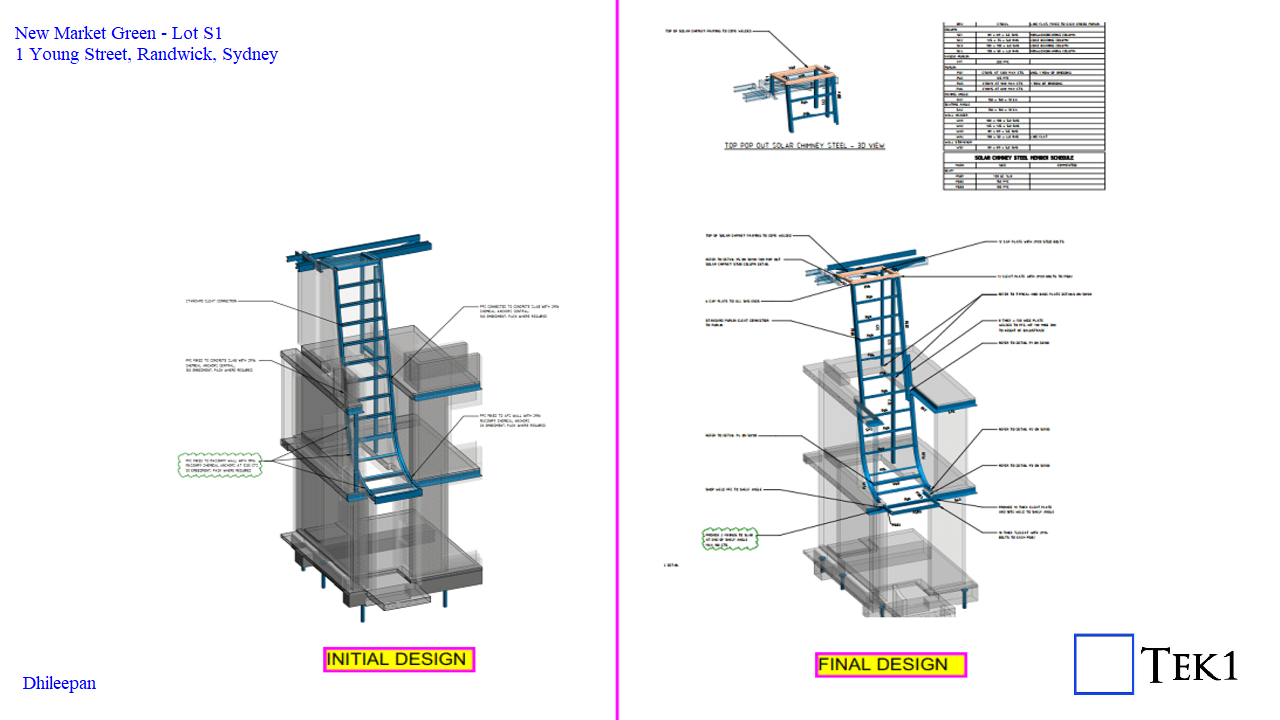
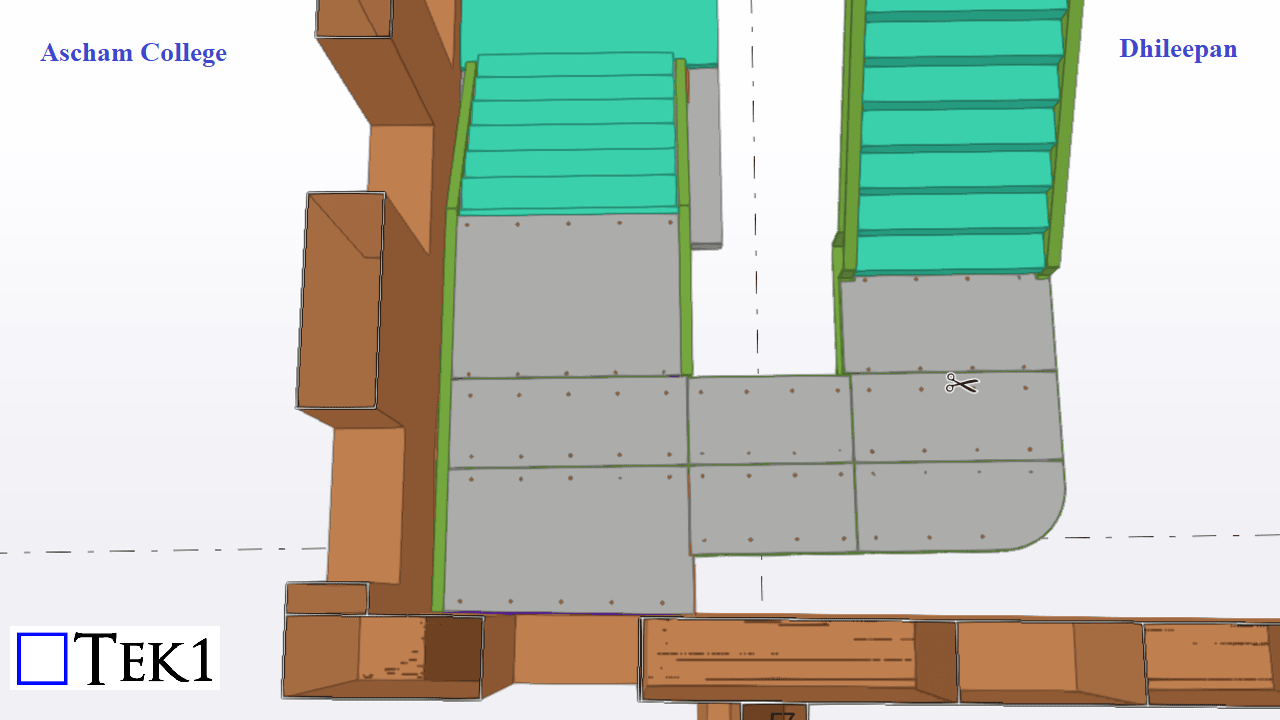
The stair landing system has steel frames, 10mm plates on their top & EA support members to bolt them. The 50mm pavers are placed on top of the 10mm plates.
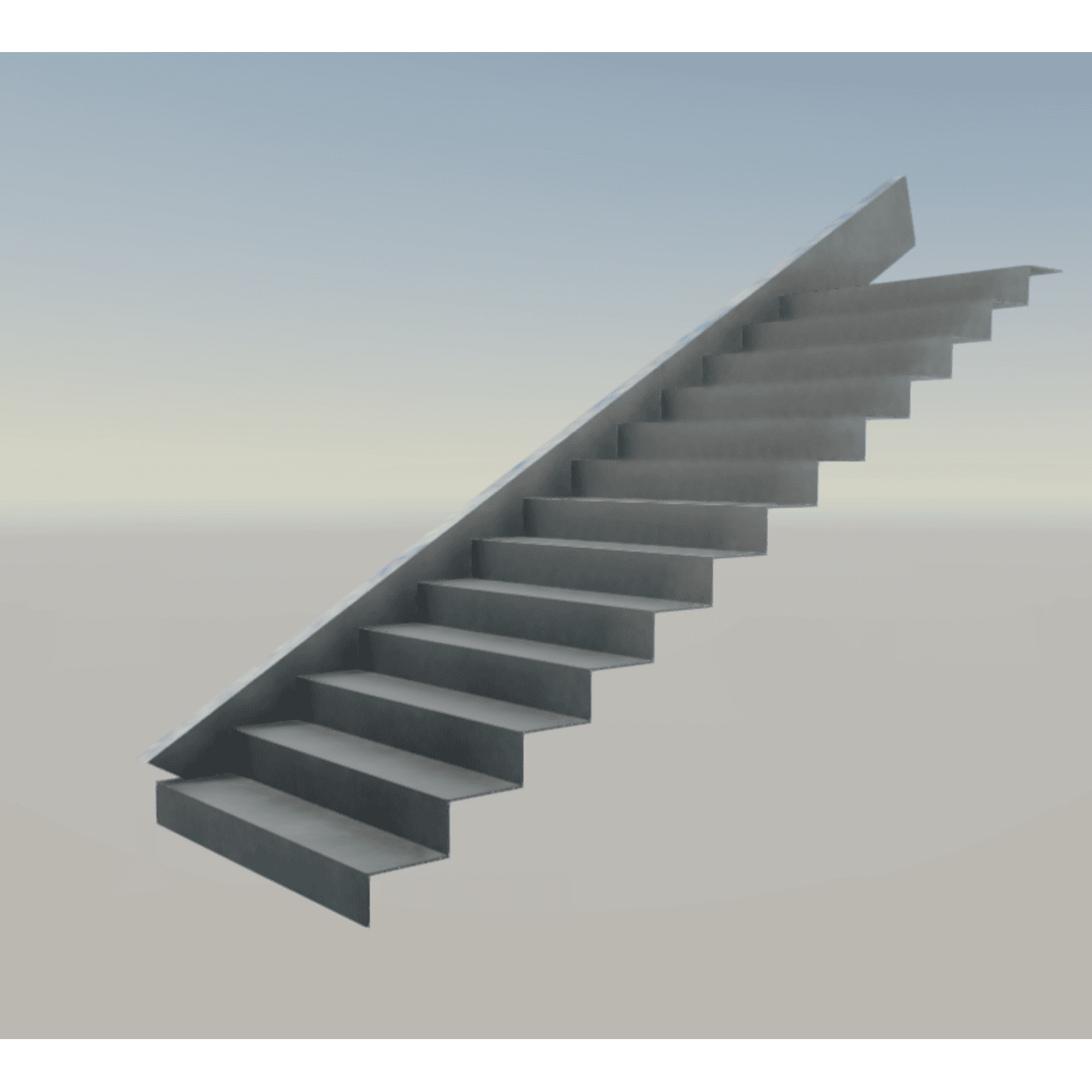
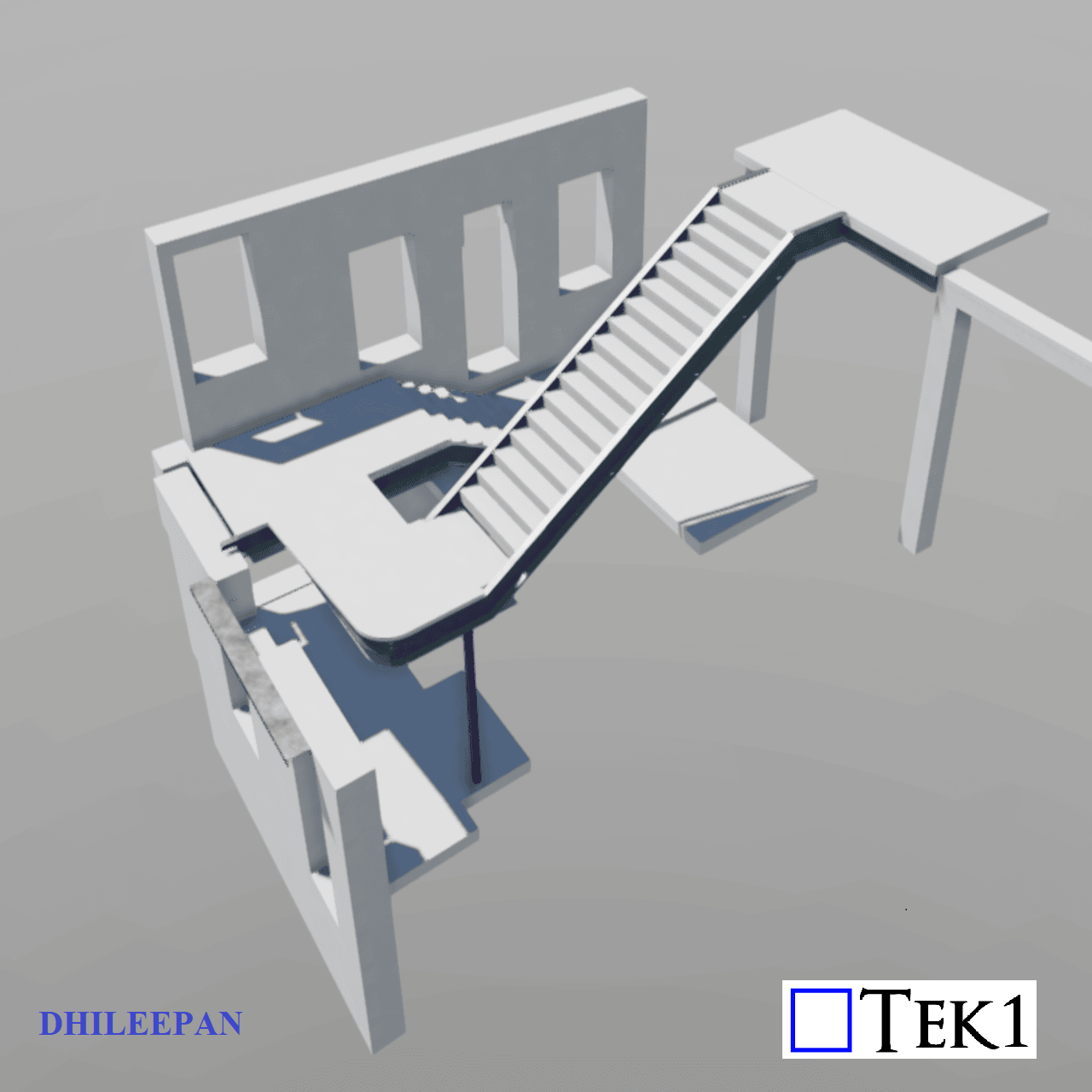
TEK1 played a key role in designing the modifications, adjusting the steel supports and slopes to achieve the necessary fall. If the required slope were unidirectional, achieving it would be straightforward. However, in this case, the stair turns 180°, and the mid-landing’s fall transitions in three directions.
Handling Slope Transitions
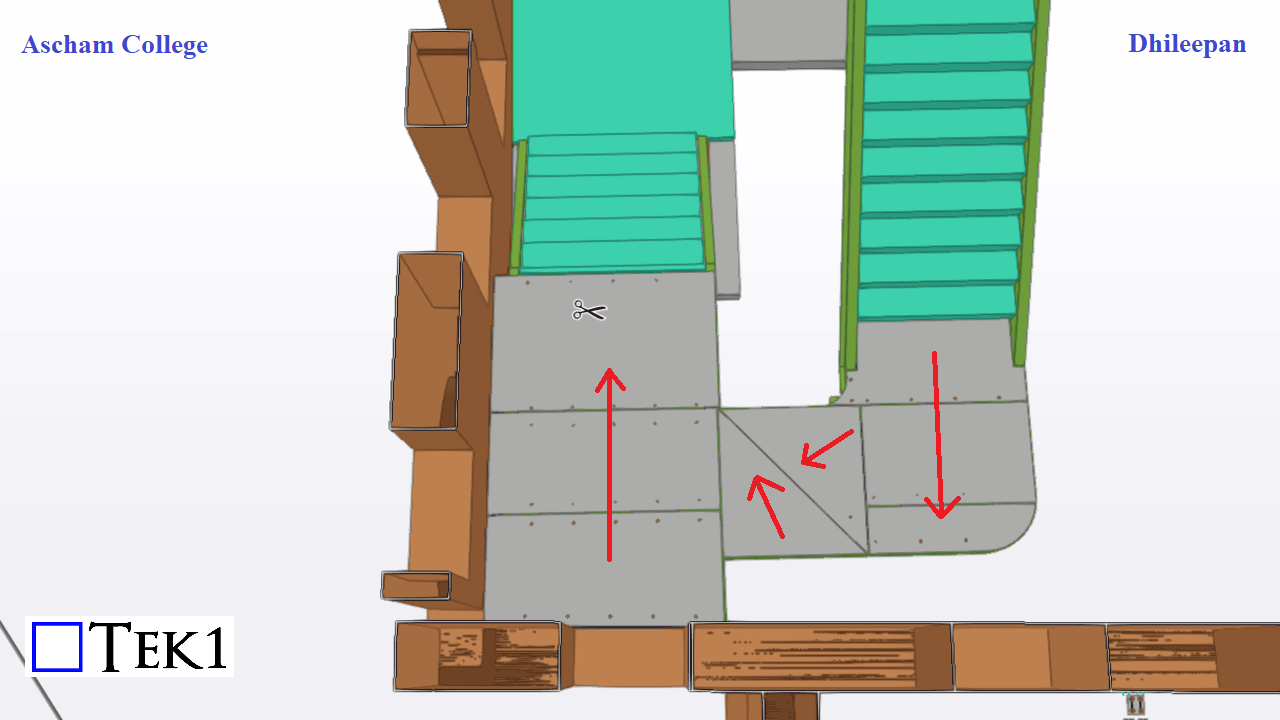
The landing below Flight-02 and the top of Flight-01 are in opposite 180° directions.
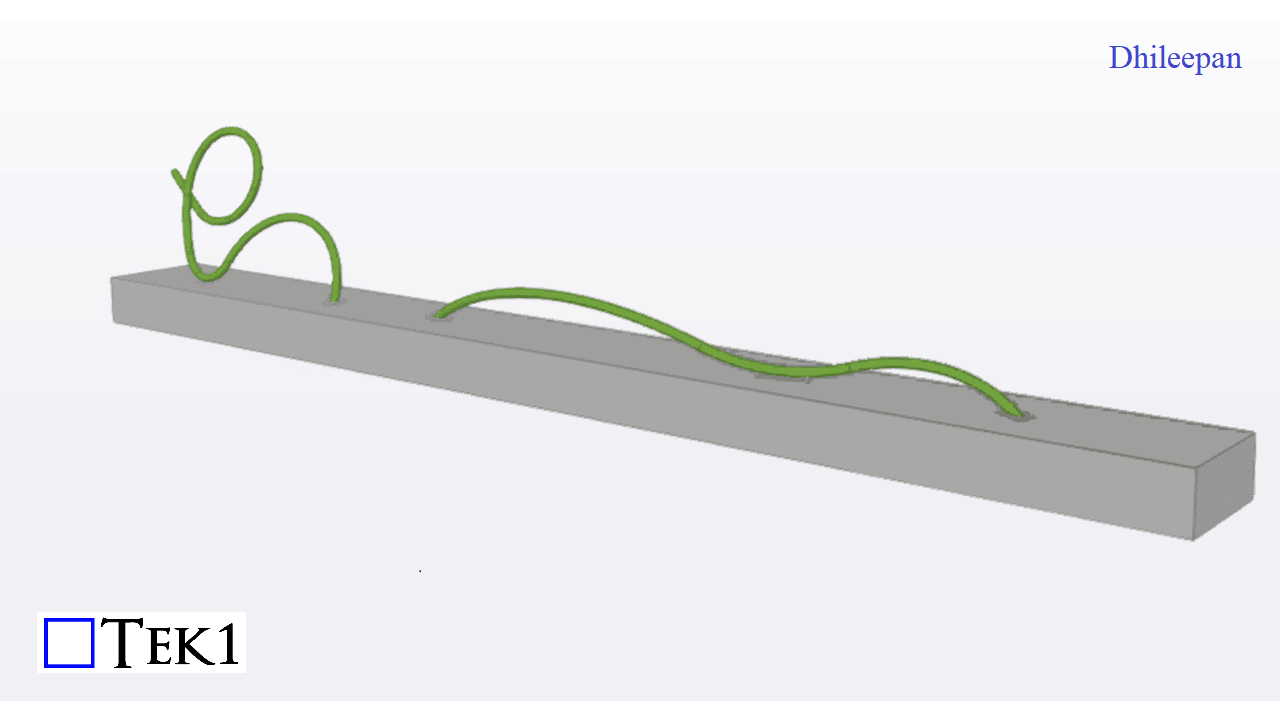
A single rectangular plate cannot connect these two slopes seamlessly.
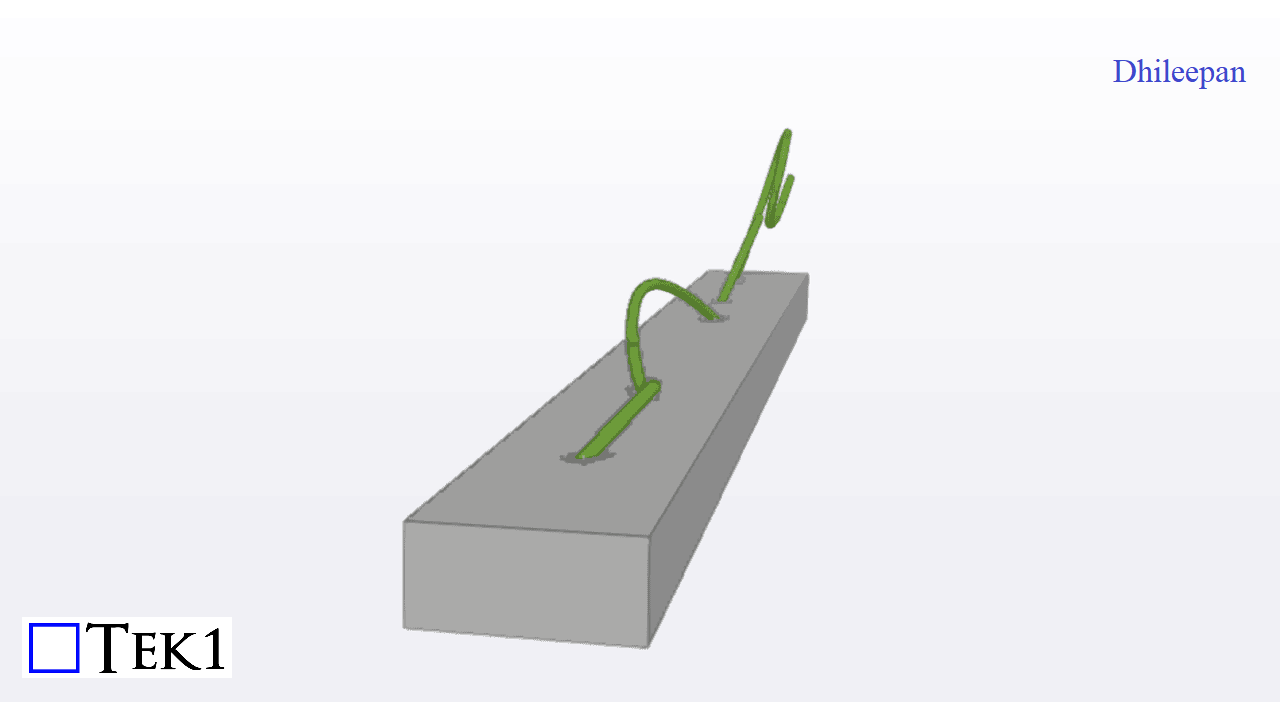
To address this, we introduced two triangular plates in the middle to enable a smooth transition between the slope directions.
Structural Adjustments
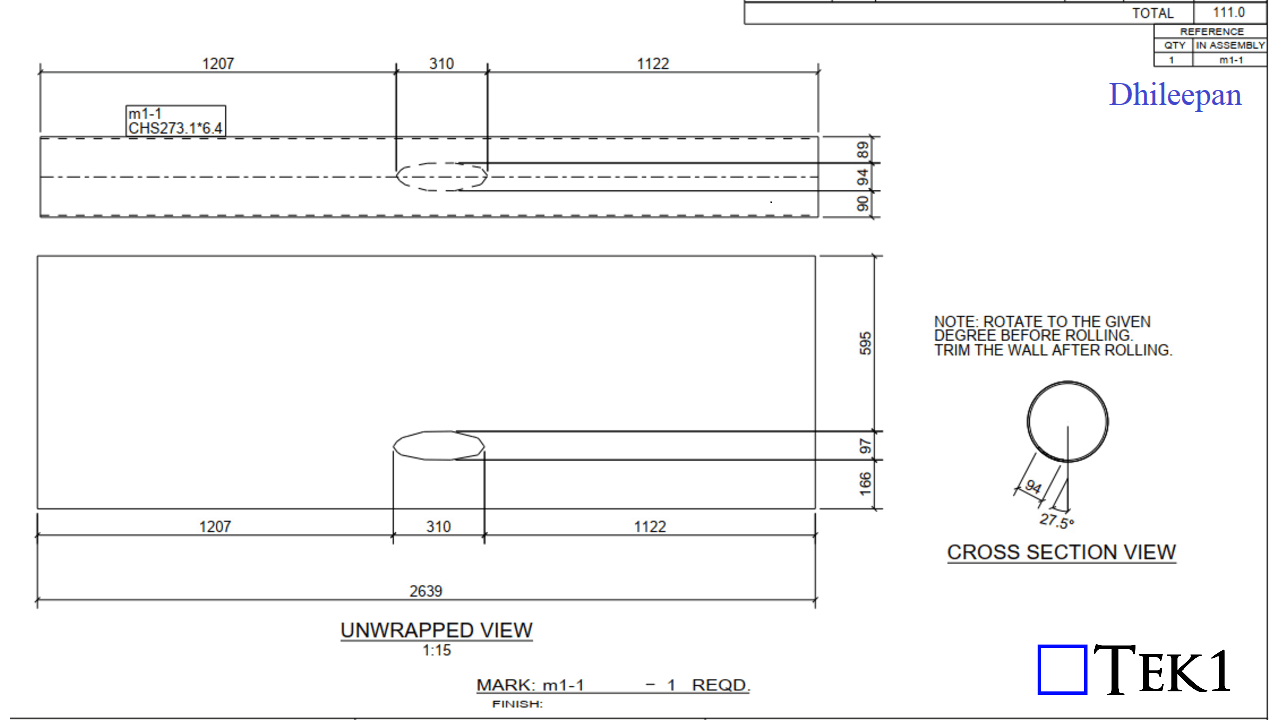
The main steel structural members remain consistent throughout the mid-landing.
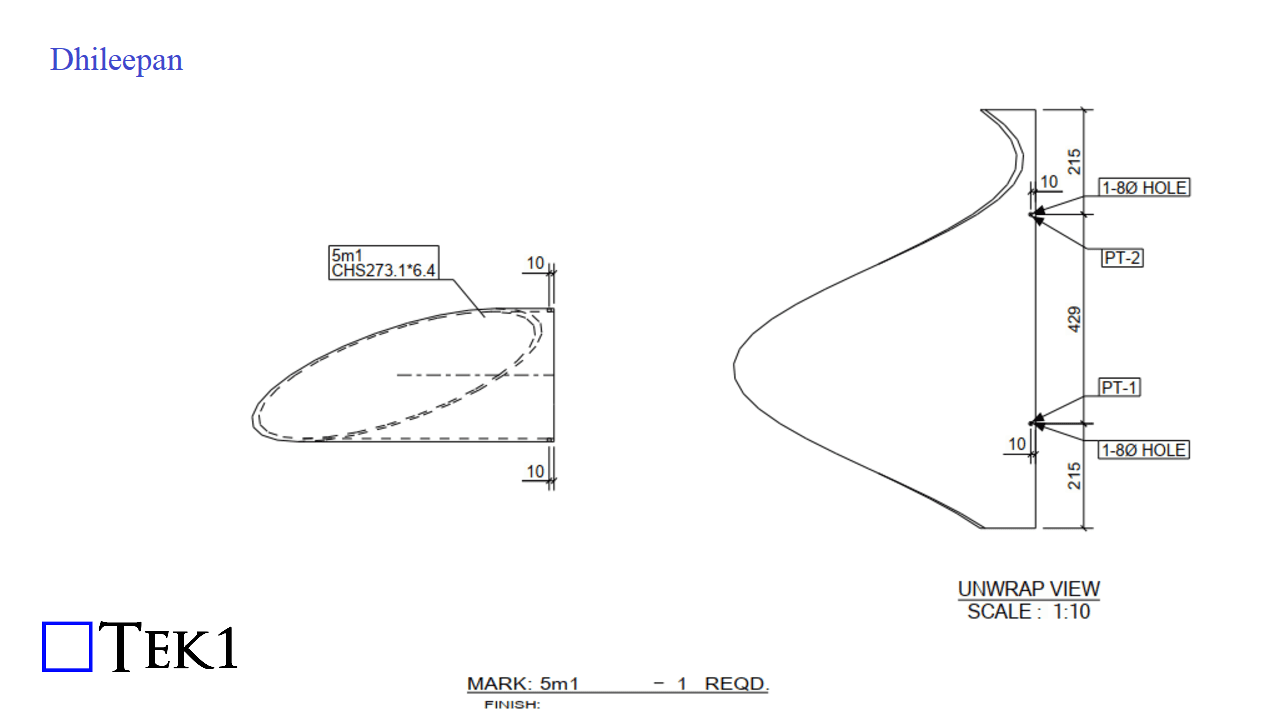
We adjusted the RL (Reduced Level) and slopes of the EA support members to match the required slope of the 10mm plates that support the pavers.
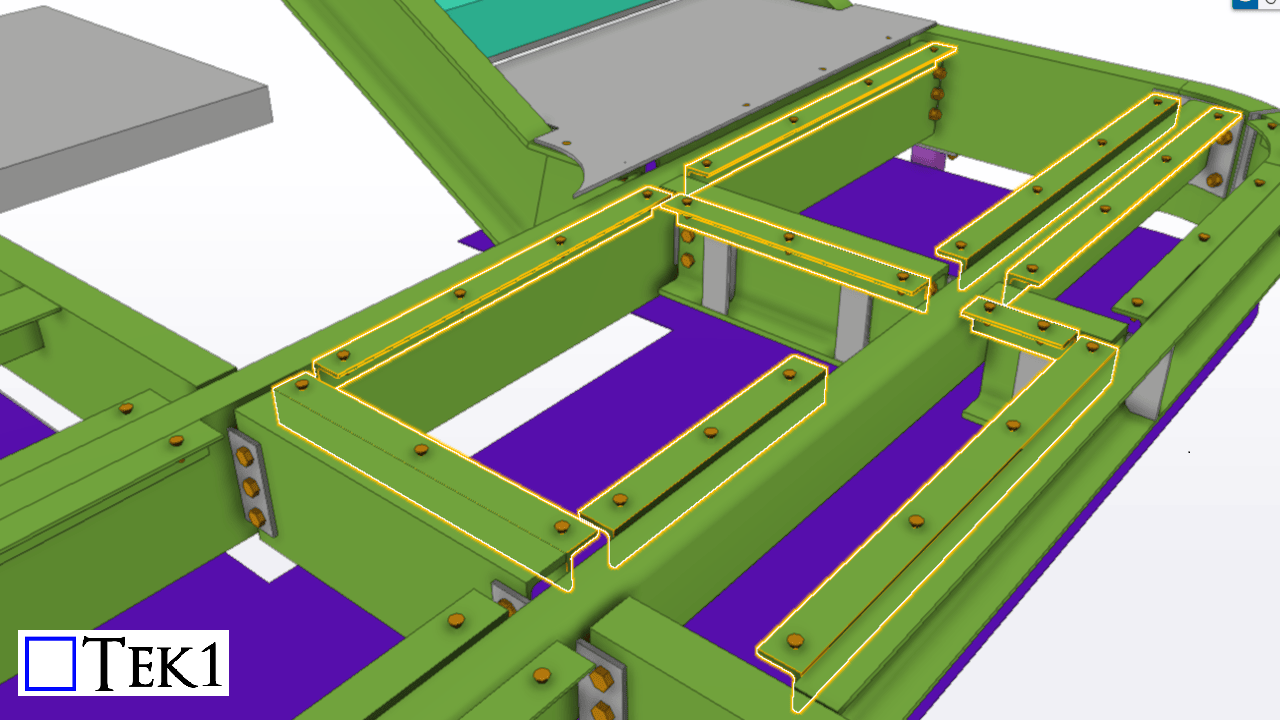
By implementing these changes, we successfully accommodated the required falls while ensuring structural integrity and proper drainage. This approach maintains a practical and efficient solution when using pavers instead of precast slabs in stair landings.